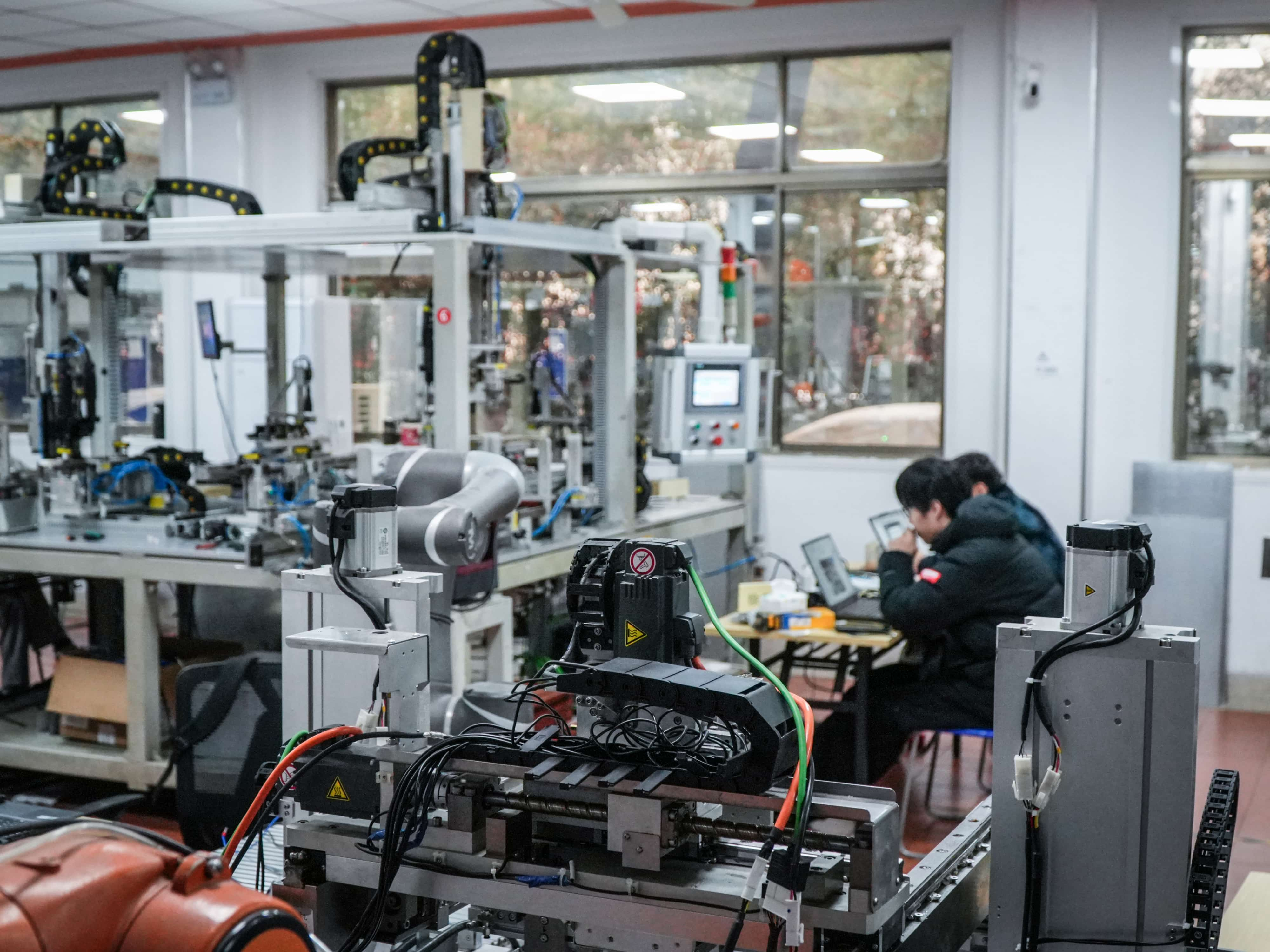
在汽车制造领域,工业机器人早已不是简单的重复搬运工具。随着视觉技术的成熟和成本的下降,"机器人+视觉"的组合方案正在零部件产线中大规模落地,涵盖从无序抓取、精密装配到在线检测的全流程。本文将聚焦视觉引导系统的集成与调试环节,为产线工程师提供实操参考。
一、2D与3D视觉的选型决策
视觉引导系统按维度可分为2D和3D两大类,选型取决于工件的姿态变化程度和应用精度要求。
2D视觉方案适用于工件高度一致、仅在XY平面存在位置和角度偏移的场景。典型配置为工业相机配合环形光源,安装在机器人末端或工位上方固定位置。相机拍摄工件后,图像处理软件提取工件的轮廓特征(如圆孔、边角、边缘直线),通过模板匹配算法计算工件相对基准位置的XY偏移量和旋转角度,再补偿至机器人的抓取坐标。整套系统的硬件成本在2至5万元区间,视觉处理周期约50至200毫秒,定位精度可达±0.1mm。
3D视觉方案则适用于工件存在堆叠、倾斜或高度不一致的复杂场景。常用技术路线有双目结构光和线激光扫描两种。双目结构光相机通过投射编码光栅图案,利用双目视差原理计算点云数据,一次拍摄即可获取整个视野范围内的三维信息,但成本较高(8至20万元),且对反光金属表面的处理需要算法调优。线激光扫描方案成本相对较低(3至8万元),通过机械运动机构带动激光线扫描工件表面,逐行重建三维轮廓,适合对节拍要求不苛刻(单次扫描3至10秒)的场景。
在汽车零部件产线中,刹车盘、轴承座等中小型金属零件通常使用2D视觉即可满足需求;而发动机缸体、变速箱外壳等大型复杂铸件则更适合采用3D视觉引导,以应对铸造公差带来的姿态不确定性。
二、手眼标定的关键步骤
视觉引导系统的精度,很大程度上取决于手眼标定的质量。"手"指机器人末端,"眼"指相机。当相机固定在机器人末端(眼在手上)时,标定的目标是确定相机坐标系与机器人末端法兰坐标系之间的空间变换关系。
实际操作流程如下:将标定板(通常为9×7或12×9的棋盘格)固定在工位上的一个静止位置。操控机器人以多种不同的姿态(至少15种,越多越准)移动相机至标定板上方拍照,每拍一次同时记录机器人法兰的位姿(XYZ和欧拉角)。视觉软件根据这些数据解算出相机相对于法兰的旋转矩阵和平移向量。
手眼标定中最常见的错误是采集的标定姿态变化不够丰富。如果机器人的所有姿态仅在同一平面上平移和旋转,标定算法将无法准确解算深度方向的参数,导致Z向定位精度大幅下降。正确的做法是确保机器人在XYZ三个方向上都有充分的位移变化,旋转角度的变化范围也应尽可能大。在实际操作中,建议采集20至30组有效数据,标定误差(RMS)控制在0.1mm以内才算合格。
三、定位精度的验证与补偿
标定完成后,必须进行定位精度验证。做法是在工件上选定一个已知的基准点,用机器人末端探针触碰,记录示教器的坐标值作为"真值"。然后让视觉系统拍摄工件并计算出该点的坐标,将两者比较,得出绝对定位误差。
若定位误差超出工艺要求的允许范围,需要分析误差来源。常见的误差因素按影响程度排序:机械因素(机器人本体重复精度、工装夹具松动)约占60%,光学因素(镜头畸变校正不准确、光照不均匀)约占25%,标定因素(标定数据质量差)约占15%。逐一排查优化后,可在一定程度上缩小误差。
当硬件和标定均已优化到极限仍无法满足精度时,可采用"二次精定位"策略:先由视觉引导机器人快速移动到工件上方附近位置(粗定位),再通过激光位移传感器或接触式探针测量精确偏差(精定位),两步结合达到最终精度。这种策略在0.02mm以下的高精度装配场景中几乎是必选的。
四、产线环境适应性调优
实验室调试成功不等于产线稳定运行。实际产线的光照变化(白天日光、夜间灯光)、工件的表面状态差异(油污、锈迹)和机械振动都会影响视觉系统的稳定性。
对此建议采取三项措施:一是使用封闭式遮光罩将视觉工位与外部光源隔离,内部使用稳定的LED照明;二是在图像处理算法中增加自适应阈值和形态学滤波,提高对不同工件表面状态的鲁棒性;三是将相机的安装基座与机器人本体振动源隔离开,必要时加装减震垫或使用独立支架。
视觉引导系统在产线中从试运行到真正稳定,往往需要2至4周的连续调优。这期间需要工程师驻守现场,逐一解决光照、反光、抖动等各种实际问题。只有经历这个磨合阶段,系统才能达到99.5%以上的抓取成功率。