自动化项目的成功实施始于准确的需求分析。需求调研应涵盖生产工艺流程、设备现状、产能目标、质量要求、安全标准等多个维度。通过现场勘查、数据采集、人员访谈等方式,全面了解客户的痛点和期望。需求文档应经客户确认签字,作为项目设计和验收的依据。
方案设计遵循"技术先进、经济合理、安全可靠"原则。系统架构设计明确控制层次、网络拓扑、硬件配置、软件功能。控制层次分为设备层、控制层、监控层、管理层,各层职责清晰、接口规范。硬件选型考虑性能、价格、供货周期、售后服务等因素,优先选择主流品牌产品,便于维护和技术支持。
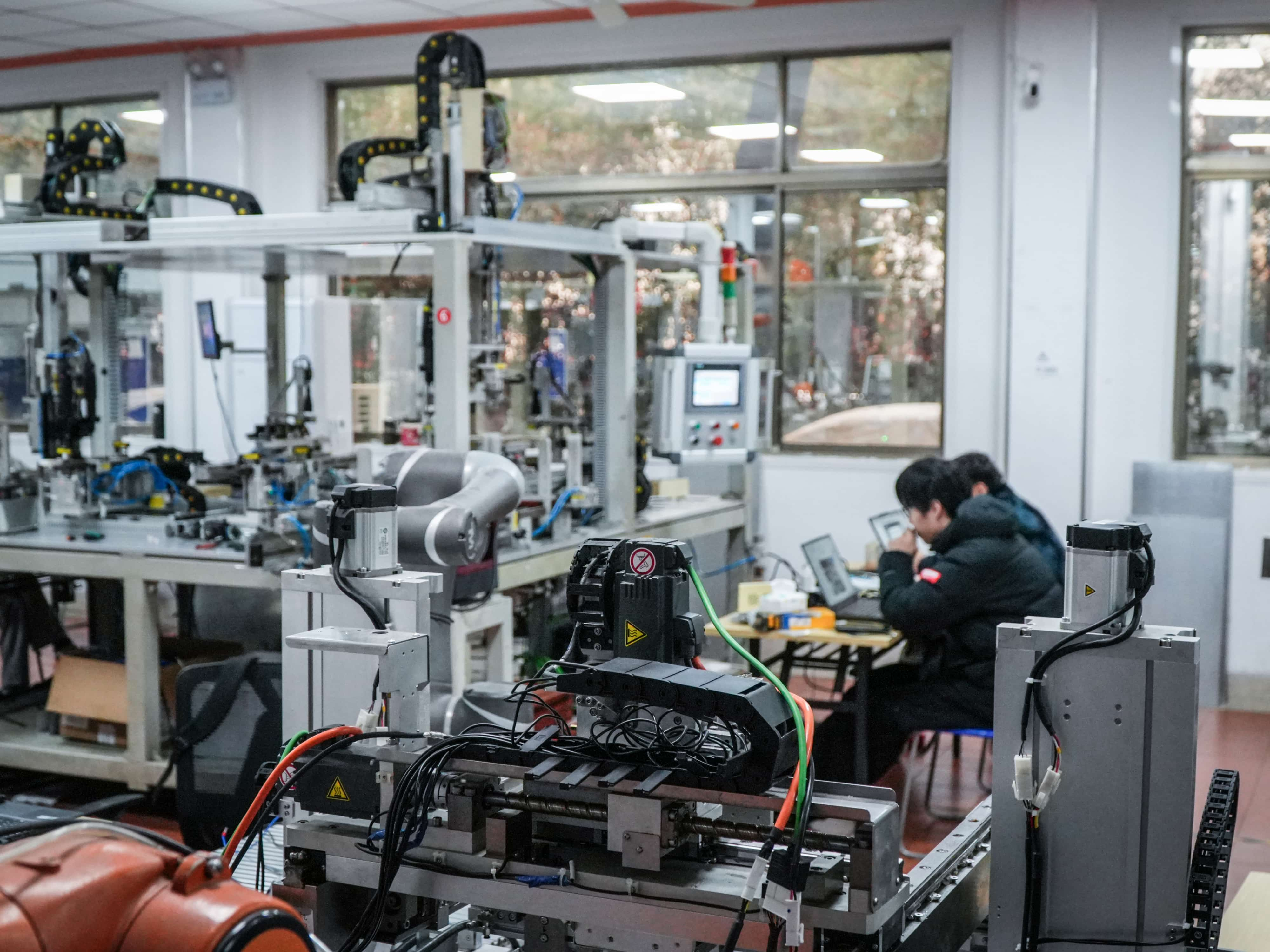
汽车生产线是PLC应用的典型场景,涵盖冲压、焊装、涂装、总装四大工艺。某新能源汽车总装线采用西门子S7-1500系列PLC组成分布式控制系统,通过Profinet网络连接各工位控制器。PLC实时采集扭矩、位置、压力等工艺参数,控制AGV小车、机器人、拧紧枪、输送线协同工作。
安全控制是汽车生产线的重点。系统配置急停按钮、安全门锁、光幕传感器、安全地毯等安全装置,通过安全PLC实现安全联锁。当安全装置触发时,系统立即停机并报警,保护人员和设备安全。产线节拍达到60秒/台,设备综合效率(OEE)超过85%。
电子产品生产线要求高精度、高速度、高可靠性。某连接器自动组装线采用三菱iQ-R系列PLC,通过EtherCAT总线连接4轴伺服系统。PLC执行插针、压合、折弯等精密动作,定位精度±0.01mm,响应周期1ms。视觉系统检测产品尺寸和外观缺陷,PLC根据检测结果控制分拣机构剔除不良品。
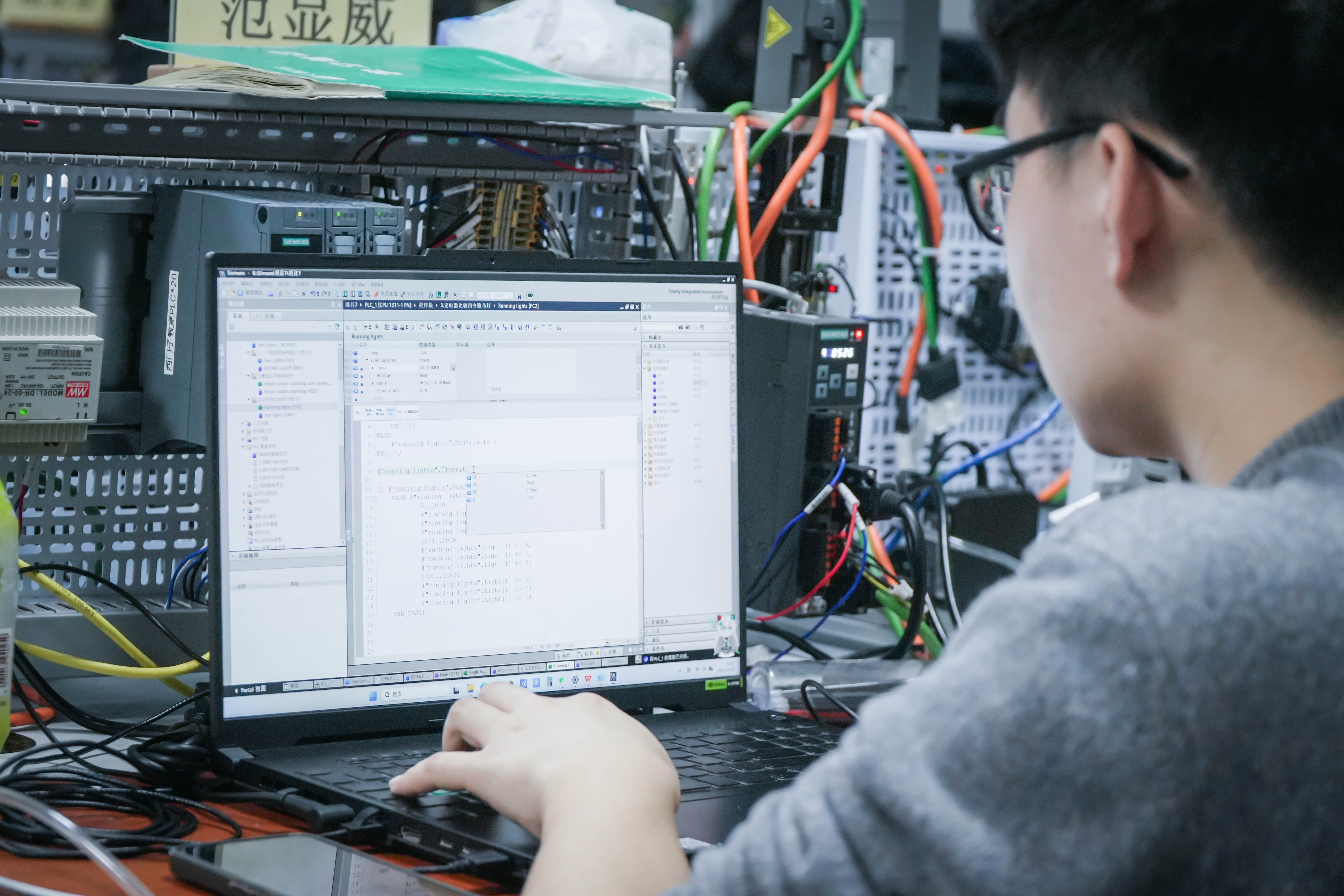
高速分拣对PLC的运算能力提出挑战。程序采用模块化设计,运动控制、视觉检测、数据通信分别封装为独立功能块。调试阶段通过示波器功能采集位置、速度、扭矩波形,优化运动曲线参数。系统运行稳定后,单小时产能达到12000件,不良率控制在0.1%以内。
食品包装行业对卫生、安全、连续运行有严格要求。某饮料瓶装生产线采用罗克韦尔CompactLogix系列PLC,控制理瓶、灌装、旋盖、标签、膜包、码垛全流程。PLC配置温控模块实现对灌装温度的PID调节,温度波动控制在±0.5℃以内,保证产品品质。
柔性换型是食品包装线的核心竞争力。当切换不同瓶型时,操作员在HMI上选择产品配方,PLC自动调整输送速度、夹持位置、灌装量、包装数量等参数。换型时间从原来的30分钟缩短至5分钟,大幅提高了生产效率。故障自诊断功能自动记录报警信息,指导维护人员快速定位问题。
现代自动化系统已从单机控制发展为系统集成。PLC作为现场控制核心,需与HMI、SCADA、MES、ERP等信息系统交互数据。OPC UA协议提供了标准的通信接口,实现跨平台数据交换。PLC将生产数据、设备状态、报警信息上传至SCADA系统,供管理层实时监控。
MES系统从PLC获取产量、质量、能耗等数据,进行生产排程、质量追溯、绩效统计。某汽车零部件企业通过MES系统集成,实现了生产过程的透明化管理,生产效率提升15%,在制品库存降低20%。数据采集频率、存储周期、访问权限等参数根据实际需求配置。
项目调试分为离线仿真和在线调试两个阶段。离线仿真在实验室环境验证程序逻辑,发现并修正错误,降低现场调试风险。在线调试按照I/O测试、单机调试、联机调试、负荷试车的顺序逐步推进。调试过程中记录关键参数,形成调试报告。
验收标准在合同中明确约定,包括功能要求、性能指标、文档交付等内容。验收测试覆盖正常工况、边界条件、异常处理等场景。培训内容包括系统操作、故障排查、日常维护等,培训效果通过考核验证。项目交付时提供完整的技术文档,包括图纸、程序、说明书、调试记录。
---
联系信息
邮箱:rencai.guuo@plcwb.com
电话:18501512500
网址:https://www.ttplc.com/