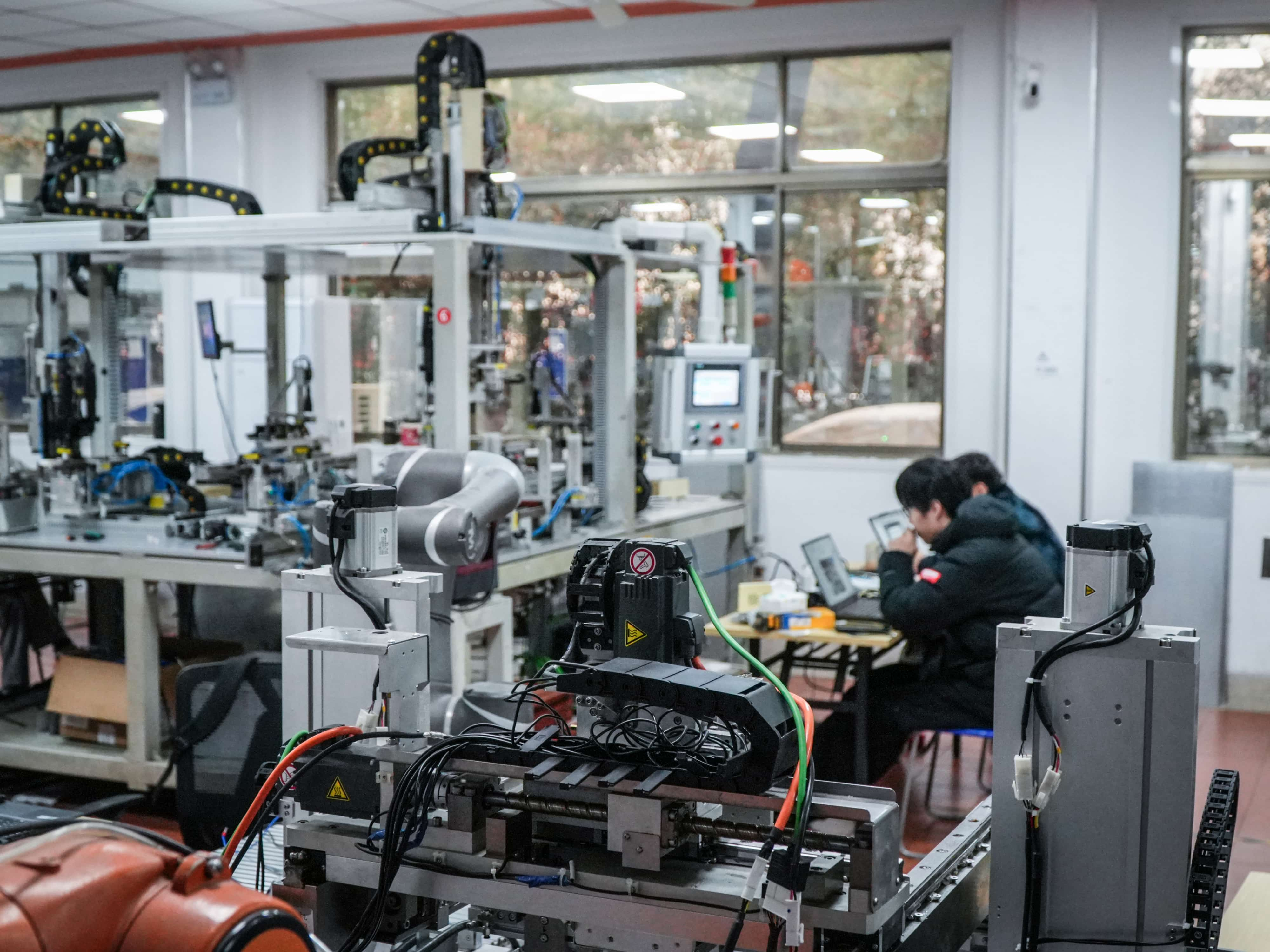
- 在当今现代化的工业生产车间,流水线机械臂精准抓取零件,传送带按节奏输送物料,加热炉温度严格控制在 ±1℃误差范围内。这些高度自动化且协同有序的场景背后,可编程逻辑控制器(PLC)发挥着关键作用。作为工业自动化的 “神经中枢”,PLC 自动化控制系统借助编程达成对设备的逻辑控制、时序管理以及数据交互,已成为制造业、能源、交通等众多领域不可或缺的核心技术,深刻改变着工业生产模式。
一、核心功能:构筑全方位自动化能力
-
逻辑控制:工业决策的核心驱动
逻辑控制是 PLC 最根本且关键的功能,赋予设备 “判断能力”。通过梯形图、指令表、SCL 等编程语言,执行 “与、或、非” 等逻辑运算,依据输入信号状态(接通或断开)决定输出信号动作。例如在自动送料系统里,只有当 “料仓有料”(传感器输入 1)且 “传送带空闲”(传感器输入 1)这两个条件同时满足时,PLC 才输出信号启动送料电机(输出 1);若料仓空(输入 0)或者传送带繁忙(输入 0),电机则保持停止(输出 0)。
-
过程控制:参数调节的精准把控
在对温度、压力、流量等连续变化物理量的控制中,PLC 借助模拟量处理模块实现精准过程控制。接收传感器传来的模拟信号(如 4 - 20mA 电流信号、0 - 10V 电压信号),经 PID(比例 - 积分 - 微分)算法运算后,输出模拟信号来控制调节阀、变频器等执行器,确保被控参数稳定在设定值。
-
时序控制:动作协同的节奏掌控
工业生产中,设备动作的先后顺序和时间间隔对生产效率至关重要。PLC 的时序控制功能如同 “节拍器”,借助定时器、计数器等指令,精确控制动作的启动时间、持续时长以及循环次数,保障各设备按预定节奏协同运行。
-
数据处理与通信:设备互联的信息纽带
现代 PLC 已从单纯的控制器演变为 “边缘计算节点”,具备数据存储、分析以及联网通信能力。将采集到的设备状态数据(如运行时长、故障代码)存储至云端服务器,并生成简单报表;通过以太网、PROFINET、Modbus 等通信协议,与 HMI(人机界面)、SCADA 系统、工业物联网平台进行数据交互。
二、硬件架构:功能落地的物理支撑
- 中央处理单元(CPU):作为 PLC 的 “大脑”,负责程序执行、数据处理以及各模块工作协调。工业级 CPU 具备抗电磁干扰能力,可在 - 40℃至 70℃的宽温环境下工作,运算速度可达百万条指令 / 秒,确保对复杂控制逻辑的实时响应。
- 输入 / 输出模块(I/O 模块):这是连接外部设备的关键 “接口”。输入模块接收来自传感器、按钮等的信号(如光电开关的通断信号、热电偶的温度信号);输出模块则控制接触器、电磁阀、指示灯等执行元件。I/O 模块支持数字量(开关信号)和模拟量(连续信号),其数量可根据需求扩展,从十几个点到数千个点不等。
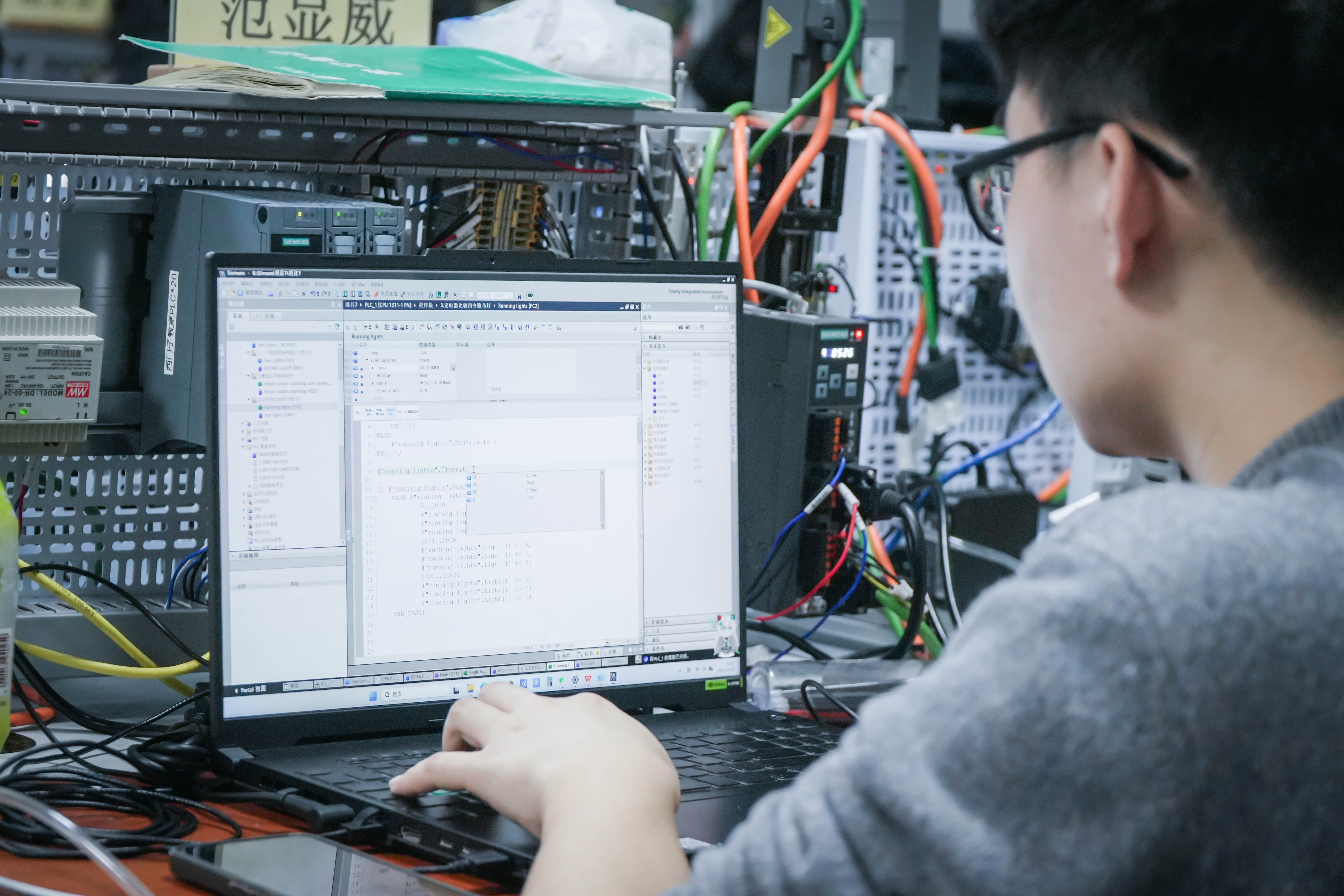
- 编程器 / 人机界面(HMI):此为用户与 PLC 交互的 “窗口”。编程器用于编写和下载控制程序;HMI 通过触摸屏展示设备状态以及参数设定界面,操作人员能够直观地监控并修改参数(如设定温度、调整运行速度)。
- 通信模块:如同实现联网功能的 “网卡”,支持以太网、无线等多种通信方式,使 PLC 能够与其他设备或系统进行数据交换。
- 扩展性:小型 PLC 可集成 I/O 模块,适用于单机控制;大型 PLC 则可通过机架扩展数十个模块,满足整条生产线的控制需求。
三、应用场景:多领域自动化的关键力量
-
机床自动化:精度与效率并重
在金属加工机床(如车床、铣床)中,PLC 主要承担 “辅助动作控制”,与数控系统(CNC)协同作业:
- 刀库换刀逻辑控制:当 CNC 发出换刀指令,PLC 会判断当前刀具位置、刀库状态,驱动电机完成拔刀、旋转、插刀等动作,整个换刀过程控制在 2 秒以内。
- 安全联锁保障:检测 “门是否关闭”“主轴是否停止” 等信号,若安全条件不满足,禁止启动切削动作,有效避免人身伤害。
- 设备状态监控:记录主轴运行时间、进给轴负载等数据,当累计运行时间达到维护阈值时,通过 HMI 提示 “更换轴承”“润滑导轨” 等维护信息。
-
流水线控制:多设备协同的指挥核心
在食品包装、电子组装等流水线生产场景中,PLC 的核心任务是协调多台设备按节拍运行:
- 同步控制:利用编码器检测传送带速度,PLC 依据速度信号调节各工位设备(如填充机、封盖机、贴标机)的动作频率,确保 “前一工序完成后,后一工序即刻启动”。
- 柔性切换:当需要更换产品规格时,操作人员在 HMI 上选择产品型号,PLC 自动调用预设参数(如填充量、封盖温度),无需逐台设备调整,换产时间从 1 小时大幅缩短至 5 分钟。
- 异常处理:一旦某工位出现卡料(由传感器检测),PLC 立即停止上游设备,下游设备继续运行直至清空物料,防止批量报废。
-
起重运输设备:安全与精准的平衡保障
对于起重机、电梯等对安全性要求极高的起重运输设备,PLC 的逻辑控制和故障诊断功能至关重要:
- 过载保护:通过重量传感器检测负载,当负载超过额定值的 110% 时,PLC 即刻切断上升电机电源,并触发报警。
- 行程限位:控制设备在设定范围内运行(如起重机的左右限位、电梯的楼层限位),到达边界时自动减速并停止。
- 故障自诊断:实时监测电机电流、接触器状态等,一旦发现 “缺相”“接触器粘连” 等故障,立即停机,并在 HMI 上显示故障代码,为维修提供指导。
-
能源与市政:基础设施稳定运行的保障
在变电站、水处理厂等基础设施领域,PLC 主要用于流程控制和安全监控:
- 变电站开关控制:PLC 根据电网电压、电流信号,自动投切电容器(调节功率因数),当检测到短路故障时,能在 0.1 秒内迅速切断断路器,防止事故扩大。
- 污水处理时序控制:按照 “格栅除渣→沉砂→曝气→沉淀→消毒” 的流程,PLC 控制各环节设备的运行时间(如曝气池的曝气强度随水质变化自动调整),有效稳定出水达标率。
- 无人值守实现:通过通信模块将运行数据上传至调度中心,实现远程监控和操作,减少现场值班人员。
四、应用优势:PLC 成为工业自动化首选
- 更高的可靠性:工业级设计使得 PLC 平均无故障时间(MTBF)超过 10 万小时,具备强大的抗振动、抗电磁干扰能力,能适应车间恶劣环境;相比之下,继电器触点易磨损,平均寿命仅有数万次。
- 更强的灵活性:修改 PLC 程序无需改变硬件接线,可快速适应生产工艺变化;单片机控制虽灵活,但需专业人员编写底层代码,修改难度较大。
- 更全面的功能:PLC 集成了逻辑控制、过程控制、通信等多种功能,无需额外设备;传统控制方式则需组合多种设备才能实现复杂功能。
- 更便捷的维护:PLC 具备自诊断功能,能快速定位故障点(如 “输入模块 X001 故障”);而继电器控制需逐个排查接线,既耗时又费力。
结语:工业自动化的坚实基石与未来展望
PLC 自动化控制系统取代人工操作,为工业生产提供标准化、柔性化的控制方案,使批量化生产与个性化定制得以实现。从单机自动化到智能工厂,从传统制造业到新能源、生物医药等新兴领域,PLC 始终是工业自动化的 “隐形基石”,引领工业自动化迈向全新的智能时代。